




值得一提的是,“滚动直线导轨副”这个概念是中国滚动功能部件行业协会确定统称的名词术语,目前市面上的叫法很多,例如直线导引系统、线性轴承、直线 导轨、线轨……2004年6月1日,ISO(国际标准化组织)颁布了《ISO14728-1滚动轴承—直线滚动轴承—额定动载荷和额定寿命》及 《ISO14728-2滚动轴承—直线滚动轴承—额定静载荷》两个标准,可见,在ISO标准中,“直线滚动轴承”是作为“滚动直线导轨副”的国际化代名 词。不难理解,我们可以把“滚动直线导轨副”想象成一个直径无限大的轴承,导轨相当于轴承外圈,滑块相当于轴承内圈,中间是可以无限循环的滚动体(可以是 滚珠,也可以是滚柱)。从这个意义上讲,“滚动直线导轨”是“滚动轴承”原理的延续和发展,是它的派生产品。
创新精品服务中国制造
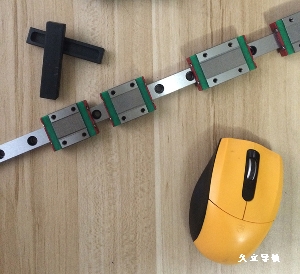
思凯特精密机械有限公司的SKT-RA型滚动直线导轨副自2008年投放市场以来,得到了市场和广大客户的认可,这更激发了我们不断探索和发展的动力,在产品的结构更新和性能优化上做了一些大胆尝试。
我们将“SKT-RA型滚动直线导轨副”结构与“DF型正面组合角接触球轴承应用”作比照,显然,这种力学结构,承载面的几何形状呈“X”型,力的作 用点跨距a较小,安装误差引起的内部负荷较小,因此自动调心能力增强,具备一定的误差吸收能力。如果用户安装面的直线度误差、平面度误差或者配对导轨副的 平行度误差超出一定范围,可以通过滚珠的弹性变形或压力角改变,将误差吸收在导轨副内部,确保整个导轨系统的顺畅和安全运行,当导轨系统受到横向负荷F或 者旋转力矩M时,这种结构能够体现出很高的适应性。所以,像“运送装置”之类的应用场合,并不需要高刚性、高精度的安装基础,这种“DF”型滚动直线导轨 副能够充分发挥出“高灵变、自适应”的结构特色。
在后续的客户跟踪和市场调研中,SKT根据市场反馈情况,比如“木工机械和玻璃机械”领域的客户提出了“高防尘、耐腐蚀”的要求,在“数控机床”领域 的客户提出了“高刚性、抗扭摆”的要求,结合市场需求,SKT审时度势并结合自身特色,成功研发了SKT-RB型滚动直线导轨副,新产品规格覆盖15、 20、25、30、35系列。
我们将“SKT-RB型滚动直线导轨副”结构与“DB型背面组合角接触球轴承应用”作比照,显然,这种力学结构,承载面的几何形状呈“△”型,力的作 用点跨距b较大,安装误差引起的内部负荷较大,因此自动调心能力削弱,但支承刚性提高,可以获得较高的力矩刚性。当导轨系统受到横向负荷F或者旋转力矩M 时,这种“DB”型滚动直线导轨副就能发挥出“高刚性、抗扭摆”的结构特色。诚然,这种结构对工艺装备的精度制造能力及用户安装面误差提出了更高的要求。
DF型和DB型滚动直线导轨副都有一个共同特点:滚道承力夹角为90°。因此,在导轨副上下左右四方向上的承载能力是一样的,称之为“四方向等载荷型”。
提升工艺加快企业发展
(1)“滑块滚道型腔冷拉成型技术”新突破:根据国家“十二五规划”、“绿色制造,节能减排”的精神,SKT在成熟使用滑块冷拉型材两年以来,通过与 供应商的不断探索与努力,在2011年6月15日“滑块滚道型腔冷拉成型技术”成功突破,这项技术的应用,解决了滑块淬火前所有型腔面加工一次性在原材料 厂家全部完成的问题,使得生产厂家不再进行繁琐的型腔面铣削加工,既提高了材料利用率、又降低了生产成本,还避免了铣削时的油雾污染。如今,35型以下规 格(含35)的滑块滚道型腔冷拉型材已在SKT批量应用,在缩短滑块加工周期、提升生产效率上发挥了出色作用。
(2)“导轨密封钢带滚压成型技术”新突破:在RB型滚动直线导轨副结构中,SKT增强了整个系统的密封性能,特别在“导轨”上增设了“密封钢带”, 有效避免了导轨安装孔中的粉尘削粒堆积,并增强滑块密封系统的刮削性能。在RB型新产品的研制过程中,首先制约我们的是密封钢带的成型技术,通过和协作方 的多次探讨都没有好的解决办法,又迫于市场的急切需求下,SKT经过近三个月的不懈努力,依靠自身力量于2012年1月11日成功研发出了钢带滚压设备, 一举攻克了这个制约我们发展的难题,并加工出了符合设计要求的合格产品。
文章链接:中国机床商务网 http://www.jc35.com/news/detail/17352.html
我国滚动功能部件行业生产不集中、产品品种单一、含金量偏低、尚无一个在国际上有影响力的知名品牌,已成为国产数控机床发展的瓶颈。因此,加快实现我国滚动功能部件产业化很有必要。
滚
动功能部件产品包括:滚珠丝杠副、滚动直线导轨副、滚珠花键、滚珠导套、直线运动部件、坐标工作台、自锁器等。它们以"滚动"为特征,具有高效省能、精密
定位、精密导向、对CNC指令反应快速以及传动的高速性、同步性、可逆性等功能,是数控机床和机电一体化产品不可替代的关键配套件,也是符合21世纪生
态、环保理念的重要基础零部件。它们产品虽小,却集成了精密零部件制造的许多关键技术。由于它们的标准化、系列化、通用化程度很高,又有广阔的市场,十分
有利于组织专业化大批量生产。
行业现状

目前我国滚动功能部件生产企业有50家(不含台湾省),研究院所、高校共3
家,企业附属研究机构3个。生产滚珠丝杠的企业有48家,年产值可达6.5亿元,生产滚动直线导轨的企业有6家(其中4家同时生产滚珠丝杠),年产值可达
1.5亿元。在50家企业中,生产规模大、工艺装备较齐全、产量大、品种多的企业有6家,其余绝大部分企业规模小、产量不高、产品品种单一。
国产滚动功能部件在装备制造业中已应用于多个领域:上至"风云二号"卫星、导弹制导系统、太空舱空间传动装置、雷达装置、空港设备,下至各类数控机床、IT产业、冶金设备、铁道车辆、核电站、塑料机械、医疗器械等。
从
全球范围看,我国滚动功能部件产业虽然是制造厂商最多的国家,但生产不集中、分布不合理、总产量和产值不高,除少数重点骨干企业的部分产品达到或接近国外
水平外,多数企业只能生产中低档产品,且品种单一、含金量偏低,至今尚无一个在国际上有影响力的知名品牌,尚无一家上市公司。
我国滚动
功能部件产业与国外的主要差距是:专业生产水平不高;信息化管理滞后;产业化进程缓慢;个性化服务跟不上。从产品总体水平看,我们处于发达国家名牌产品之
下,发展中国家之上的中偏上水平,中低档产品与国外同类产品差距较小或基本持平,但生产效率却远远低于国外。而高性能、高档次的产品(高速、高精度、特高
精度、低噪音等)与NSK、THK、Rexroth等知名企业有明显差距,成为制约国产高档数控机床发展的瓶颈。
国外发展趋势
国外滚动功能部件产业的总体水平和产品发展走势有以下特点:
---生产规模大,信息化管理水平高,以大规模集约化制造的成本和速度,提供全方位满足用户个性化需要的众多系列产品。
---企业资本雄厚,产业化的速度快。
---产品原创力强,新产品研发速度快,对市场需求反应十分灵敏,每年都推出一批具有时代气息的自主知识产权的新品,并迅速申请专利。
---工艺水平高、装备数控化率高、生产效率高、产品质量稳定。
---拥有先进的检测仪器和产品性能试验设备,为批量生产的产品和新产品的研发提供品质保证,用检测数据和性能对比曲线取信用户。
---不但能向用户提供所需硬件商品,还可为用户提供解决方案的软件服务。
近
几年来,国外一些知名企业都紧跟时代发展的潮流和主机发展的方向,滚动功能部件产品向高速、精密、重载、复合化、智能化、环保化方向发展。目前市场流行的
新产品有:空心强冷,线速度80~120m/min,高速精密滚珠丝杠副;螺母主驱动高速直线驱动装置;智能型滚柱直线导轨副,配置阻尼滑座的高刚度、重
载滚柱直线导轨副;滚珠丝杠、滚珠花键、滚动直线导轨一体化的传动装置;对滚珠丝杠和螺母同时实施强冷的低温高速滚珠丝杠副;自润式、免维修绿色滚动功能
部件产品等。
我国需要重点发展的技术
科学技术是推动功能部件产业化的动力。当前滚动功能部件产业面临两大急需解决的
问题:其一是迅速研制出高性能、高档次的产品,以满足国产高档数控机床产业化的需求。其二是迅速提升制造技术水平,从革新工艺入手,提高批量生产的产品质
量和生产效率,缩短制造周期,在此基础上推出一批有竞争力的名牌产品。围绕这两大问题,实现产业化的关键是加大技术投入和资金投入。根据高速、精密、复
合、智能、环保的发展方向,需要重点发展的技术包括:
在滚动功能部件的新产品开发方面:
---批量生产精密高速滚珠丝杠副的制造技术和装备。
---与直线电机配套的高速、高刚度、低噪声精密滚动直线导轨副。
---根据主机的需要研发智能化、复合化、机电一体化的高性能滚动功能部件产品。
---用于重型数控机床的高精度、高刚度滚柱直线导轨副。
---开发滚动功能部件绿色产品。
在提升制造工艺水平方面:
---满足尺寸稳定性、可靠性、易成型性和生产效率要求的新材料及热工工艺及其装备的开发。
---滚珠丝杠精密冷轧技术及装备的国产化,P3级以下的滚珠丝杠全面推广冷轧工艺。
---引进并消化吸收"CNC精密旋风硬铣削"技术,装备国产化使P3级以下以旋风铣手段部分取代螺纹磨削。
---滚珠返向装置的优化设计及一次成型制造技术的产业化。
---提高滚道廓形精度的相关技术。
综上所述,我国滚动功能部件产业在发展规模上、经营理念上、企业管理上都与国外同行业存在较明显的差距,这种差距已严重阻碍了装备制造业的发展,对振兴民族工业十分不利。
希望国家能重点扶持1~2家骨干企业,使之尽快形成集科、工、贸一体的经营制造基地。制造基地要走专业化生产道路,以专业化促进规模化;引进先进技术,并在此基础上做好自主创新工作;建立行业的技术中心,制造高效实用、可靠的生产滚动功能部件的专用装备和检测仪器。
